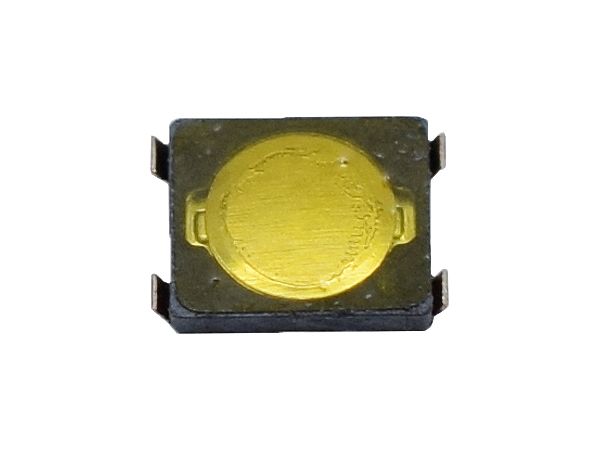
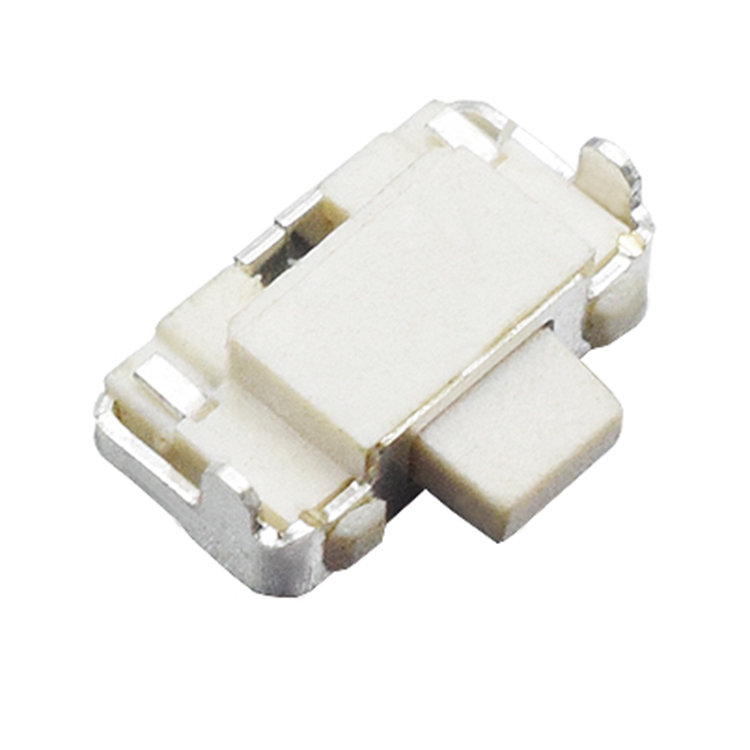
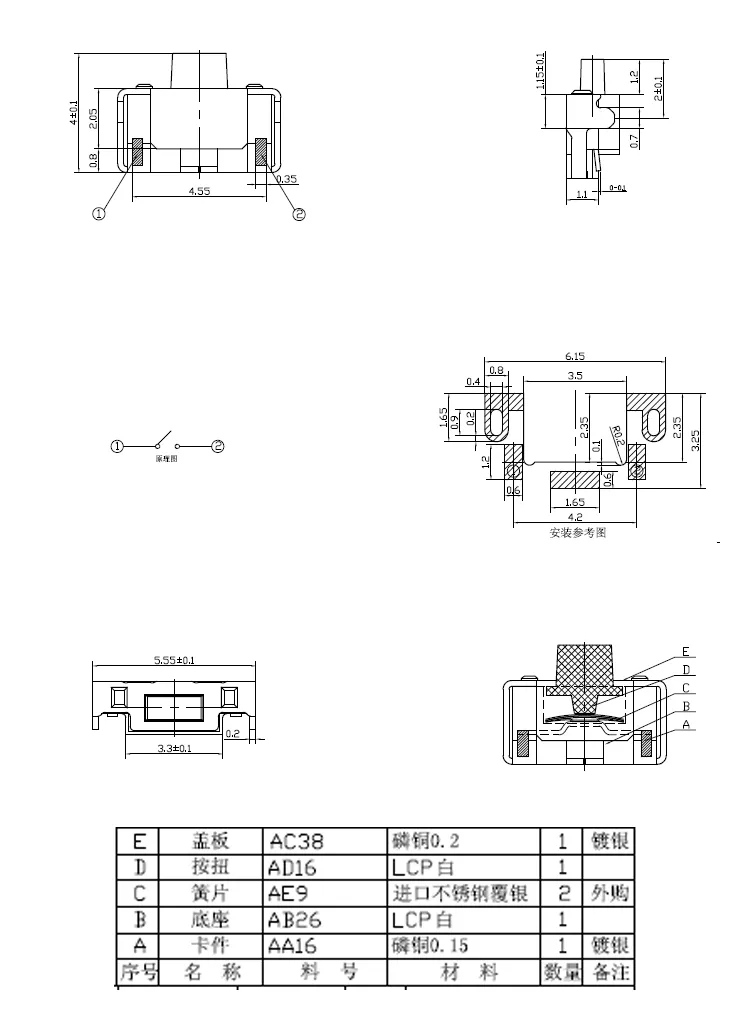
הייס פאַרקויף טאַקטייל סוויטש 2 * 4 סאַנגק פּאַנעל סמד / סמט זייַט דרוק 2 שפּילקע קנעפּל סוויטש טאַקט סוויטש מיט סטענץ



פּראָדוקט אַדוואַנטאַגעס: שנעל עקספּרעס, פריי סאַמפּאַלז, באַשטימען מיט ROHS 2.0 און CE סערטאַפאַקיישאַן, די לעבן צייט איז מער ווי 300000 מאל, קליין באַנד, הויך טעמפּעראַטור קעגנשטעל פון לאַטע, גוט דרוק געפיל און אָפּבאַלעמענ זיך, טעכניש שטיצן און בעסטער פארקויפונג דינסט.
אַפּפּליקאַטיאָן פעלדער: רירעוודיק קאָמוניקאַציע פּראָדוקטן, וועראַבאַל וואַטשיז, ינסטראַמאַנץ און ויסריכט, קאַנסומער עלעקטראָניק, הויזגעזינד אַפּפּליאַנסעס, זיכערהייט פּראָדוקטן
פאַבריק סטרענגקטס: מיט 13 יאָר פון אינדוסטריע דערפאַרונג, די פירמע האט דורכגעגאנגען ISO9001 סערטאַפאַקיישאַן, אַ נומער פון פּאַטענט סערטיפיקאַץ, מער ווי 5300 קאָאָפּעראַטיווע קאַסטאַמערז, פילע קאַסטאַמערז פון ליסטעד קאָמפּאַניעס, 106 עמפּלוייז, 12 ייַזנוואַרג פּאַנטשיז, 18 ינדזשעקשאַן מאָלדינג מאשינען, 26 פול- אָטאַמאַטיק פֿאַרזאַמלונג מאשינען, 32 פול-אָטאַמאַטיק טעסטינג מאשינען, 21 האַלב-אָטאַמאַטיק טעסטינג מאשינען, 12 לעבן טעסטינג מאשינען און 25 אנדערע טעסטינג ויסריכט
אַפּערייטינג לעבן
מעזשערמאַנץ זאָל זיין געמאכט נאָך
די פּראָבע
באַשרייַבן אונטן:
(1) דק 12וו 50מאַ רעסיסטיווע מאַסע
(2) קורס פון אָפּעראַציע: 2 צו 3 אַפּעריישאַנז
פּער סעקונדע
(3) דעפּרעסיע 250±50גף
(4) סייקאַלז פון אָפּעראַציע> 30,000次.
1-קאָנטאַקט קעגנשטעל: 1000מΩמאַקס
2-ינסאַליישאַן קעגנשטעל
10 MΩ מין.3-קאַמף קראַפט אַטטענואַטיאָן קורס איז געווען 15% פון די ערשט ווערט
ווייבריישאַן קעגנשטעל
מעזשערמאַנץ זאָל זיין געמאכט נאָך די פּראָבע אונטן:
(1) קייט פון אַסאַליישאַן: 10 ~ 55 הז
(2) אַמפּליטוד פּק צו פּק: 1.5 מם
(3) ציקל פון ויסקערן: 10-55-10 הז אין איין מינוט
(4) מאָדע פון ויסקערן: לאָגאַריטהמיקלי בעזעמונג אָדער מונדיר ויסקערן.
(5) ריכטונג פון אַסאַליישאַן: דריי מיוטשואַלי פּערפּענדיקולאַר אינסטרוקציעס, אַרייַנגערעכנט די ריכטונג פון סטעם אַרומפאָרן.
(6) געדויער פון טעסטינג 2 שעה יעדער, פֿאַר אַ גאַנץ פון 6 שעה ..
פּראַל קלאַפּ קעגנשטעל
מעזשערמאַנץ זאָל זיין געמאכט נאָך די פּראָבע אונטן:
(1) אַקסעלעריישאַן 80ג
(2) סייקאַלז פון פּרובירן: 3 סייקאַלז יעדער אין 6 אינסטרוקציעס. פֿאַר אַ גאַנץ פון 18 סייקאַלז.
רעפלאָוו סאַדערינג טנאָים
פּרעהעאַט: טעמפּעראַטור אויף די קופּער שטער ייבערפלאַך זאָל דערגרייכן 180 ℃, 2 ± 0.3 מינוט נאָך
די פּ.וו.ב אריין אין די סאַדערינג ויסריכט.
סאַדערינג היץ: טעמפּעראַטור אויף די קופּער שטער ייבערפלאַך זאָל דערגרייכן די שפּיץ טעמפּעראַטור פון 265 ℃
ין 20 סעקונדעס נאָך די פּווב אריין אין סאַדערינג היץ זאָנע.